
Inngangur:
Velkomin(n) í opinberaHeltec Energyiðnaðarblogg! Við höfum kynnt virkni og notkunrafhlöðupunktsuðuvél í fyrri greininni, nú munum við halda áfram að kynna eiginleika og notkunsuðuvélar fyrir orkugeymslu með þéttií smáatriðum, til að hjálpa þér að fá fleiri vísbendingar um rafhlöðusuðutæki og velja það sem hentar þér best!

Grunnregla:
Rafmagnssuðu með orkugeymslu notar rafrýmdarþétta til að geyma orku. Þegar orkan bræðir lítið svæði af lóðtengingu, tæmist þéttinn samstundis. Í samanburði við aðrar suðuaðferðir eins og riðstraumssuðuvélar, hefur notkun hennar frá raforkukerfinu lægri augnabliksafl, jafnvægð álag í öllum fösum, háan aflstuðul og getur veitt einbeitta orku á suðusvæðið. Hún getur fengið suðuhluta með góðum yfirborðsgæðum og litlum aflögunum og getur suðað suma erfiða málma sem ekki eru járn með góðri varmaleiðni.
Rafsuðuvélin með þétti samanstendur af vélrænum og rafmagnsíhlutum og rafrásarstýring er kjarninn í viðnámssuðutækni. Orkusöfnunar-púlsmyndunartækni sem stjórnað er af örtölvuflísatækni á suðusviðinu er mjög víðtæk og hefur orðið aðalstraumur þróunar stjórnkerfa suðuvéla.
Aðalforrit:
1. Viðgerðir og hraðsuðu á litíum járnfosfat rafhlöðum eða þríþættum litíum rafhlöðum sem notaðar eru í rafknúnum ökutækjum, ómönnuðum loftförum, rafmagnsverkfærum, rafmagnstækjum, vélmennum og öðrum búnaði.
2. Hraðsuðu á kopar/álstöngum fyrir ýmsar stórar stakar rafstöðvar.
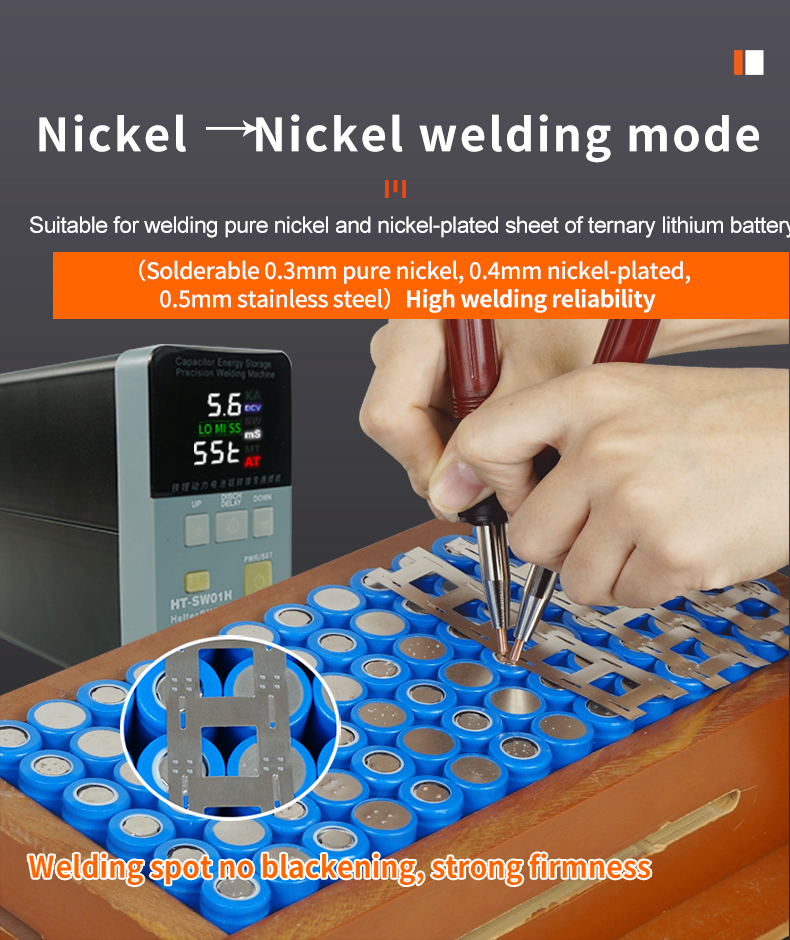
3. Suða á tengiplötum fyrir rafhlöður (nikkelhúðaðar / hreinar nikkel / hreinar kopar / nikkelhúðaðar koparplötur), vélbúnaðarhlutum, vírum o.s.frv.
4. Suðuefni eins og kopar, ál, nikkel ál samsett, hreint nikkel, nikkelhúðun, ryðfrítt stál, járn, mólýbden, títan o.s.frv.
Eiginleikar:
-
Hraður hraði:
Almennt er hægt að ljúka suðu á aðeins nokkrum hundruðum millisekúndum. Fyrir stykkivinnu með mikilli framleiðsluhagkvæmni hentar rafrýmdarsuðu betur;
-
Hátt hitastig:
Þéttasuðu er notuð vegna þess að hitunaraðferðin við þéttasuðu er spanhitun, þannig að yfirborð stykkisins getur náð háum hita á stuttum tíma;
-
Áreiðanleg suðu:
Gæði lóðtenginganna við suðutengingu þéttisins eru áreiðanleg og stöðugleiki lóðtenginganna verður ekki fyrir áhrifum af utanaðkomandi þáttum.
Vara okkar:
Suðuvélar fyrir orkugeymslu með þétti
Vörur okkar nota ofur-farad þétta sem suðuaflgjafa, lágtap samsetningarúttakstækni og háþróaða leysissuðutækni, sem getur náð fram ýmsum kostum eins og lágri orkunotkun, engum truflunum vegna rafmagnstruflana, mikilli orkunýtingu, mikilli áreiðanleika suðu og framúrskarandi suðuferli. Þetta veitir framúrskarandi og áreiðanlegan grunn fyrir val á búnaði fyrir viðhald rafhlöðu fyrir farsíma, viðhald rafhlöðu fyrir fartölvur og framleiðslu og samsetningu rafmagnsbanka.
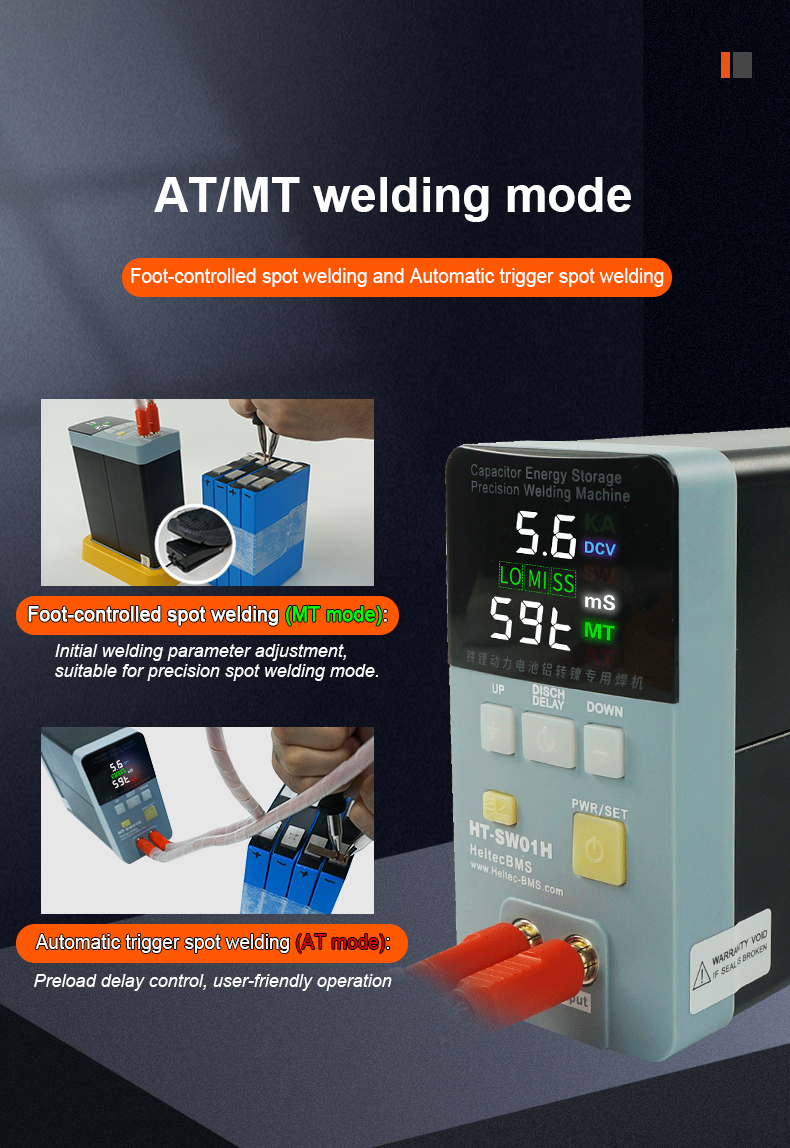
Heltec SW01 og SW02 serían af punktsuðuvélum eru geymslusuðuvélar með rafgeymi. Þær eru öflugar punktsuðuvélar með hámarks púlsafl upp á 42KW. Hægt er að velja hámarksstraum frá 2000A upp í 7000A. Það er auðvelt fyrir þig að nota rétta punktsuðuham með tvístillingarhnappinum á þeim. Þú getur mælt viðnám tengingarinnar sérstaklega með nákvæmu ör-óm viðnámsmælitæki. Þær geta dregið úr vinnuafli og bætt skilvirkni með sjálfvirkri kveikju frá AT. Með LED litaskjá er auðvelt fyrir þig að skoða færibreyturnar.


Vara | Kraftur | Staðlað suðuverkfæri | Efni og þykkt (MAX) | Viðeigandi rafhlöðutegund |
| HT-SW01A | 10,6 kW | 1,70A (16mm²) klofinn suðupenni; 2. Suðusæti úr málmi. | Hreint nikkel: 0,15 mm Nikkellag: 0,2 mm | Rafhlöður farsíma, Fjölliður rafhlöðu, 18650 rafhlaða |
| HT-SW01A+ | 11,6 kW | 1,70B (16mm²) samþættur suðupenni; 2,73SA þrýstið niður punktsuðuhaus. | Hreint nikkel: 0,15 mm Nikkellag: 0,25 mm | 18650, 21700, 26650, 32650 rafhlaða |
| HT-SW01B | 11,6 kW | 1,70B (16mm²) samþættur suðupenni; 2,73SA þrýstið niður punktsuðuhaus. | Hreint nikkel: 0,2 mm Nikkellag: 0,3 mm | 18650, 21700, 26650, 32650 rafhlaða |
| HT-SW01D | 14,5 kW | 1,73B (16 mm²) samþættur suðupenni; 2,73SA þrýstið niður punktsuðuhaus. | Hreint nikkel: 0,3 mm Nikkellag: 0,4 mm | 18650, 21700, 26650, 32650 rafhlaða, LFP ál/kopar rafskaut |
| HT-SW01H | 21 kW | 1,75 (25 mm²) klofinn suðupenni; 2,73SA þrýstið niður punktsuðuhausinn. | Ál nikkel samsett sneið: 0,15 mm Hreint nikkel: 0,3 mm Nikkellag: 0,4 mm | 18650, 21700, 26650, 32650 rafhlaða, LFP ál/kopar rafskaut |
| HT-SW02A | 36 kW | 75A (35mm²) klofinn suðupenni | Kopar með flúxefni: 0,3 mm Ál-nikkel samsett sneið: 0,2 mm Hreint nikkel: 0,5 mm Nikkelhúðun: 0,6 mm | Koparplata, 18650, 21700, 26650, 32650 rafhlaða, LFP ál/kopar rafskaut |
| HT-SW02H | 42 kW | 1. 75A (50mm²) klofinn suðupenni. 2. Mælipenni fyrir millióhm viðnám. | Kopar með flúxefni: 0,4 mm Ál-nikkel samsett sneið: 0,4 mm Hreint nikkel: 0,5 mm Nikkelhúðun: 0,6 mm | Koparplata, 18650, 21700, 26650, 32650 rafhlaða, LFP ál/kopar rafskaut
|
| HT-SW33A | 27 kW | A30 loftþrýstings punktsuðutæki | Kopar með flúxefni: 0,3 mm Ál-nikkel samsett sneið: 0,3 mm Hreint nikkel: 0,35 mm Nikkelhúðun: 0,45 mm | Koparplata, 18650, 21700, 26650, 32650 rafhlaða, LFP ál/kopar rafskaut |
| HT-SW33A++ | 42 kW | A30 loftþrýstings punktsuðutæki | Kopar með flúxefni: 0,4 mm Ál-nikkel samsett sneið: 0,5 mm Hreint nikkel: 0,5 mm Nikkelhúðun: 0,6 mm | Koparplata, 18650, 21700, 26650, 32650 rafhlaða, LFP ál/kopar rafskaut |
Myndbönd:
HT-SW01H:
HT-SW02H:
Niðurstaða:
Ofangreint er kynning á virkni, notkun og eiginleikum suðuvéla með rafgeymi fyrir orku. Í næstu bloggfærslu munum við halda áfram að kynna eiginleika og notkun þeirra.Loftþrýstivélar fyrir punktsuðu, vinsamlegast hlakka til þess!
Ef þú hefur einhverjar spurningar eða vilt vita meira, þá skaltu ekki hika við aðhafið samband við okkur.
Birtingartími: 20. des. 2023